



CNC i lakierowanie
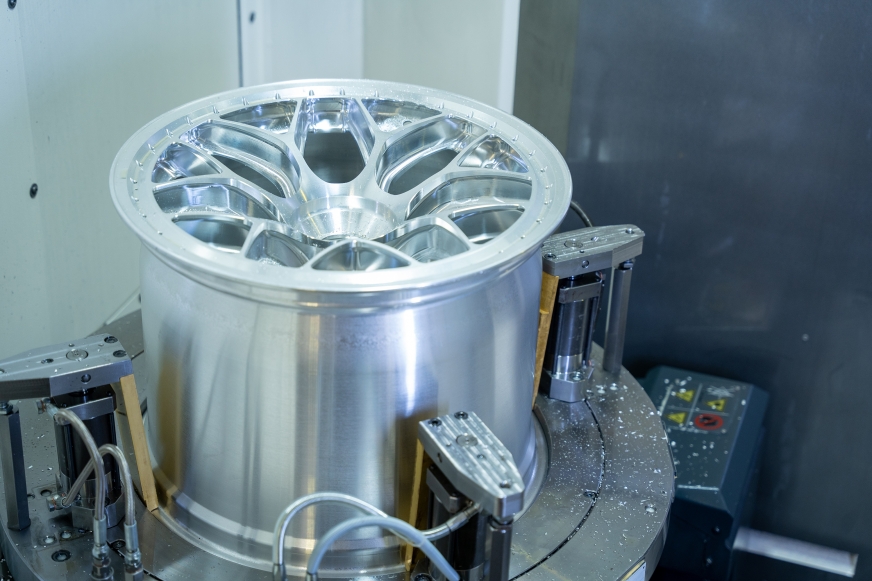
Do skonstruowania obręczy koła wyścigowego o tak wysokich osiągach potrzebne są specjalne technologie i maszyny. Kuty półfabrykat jest poddawany procesowi flowformingu, a następnie obróbce skrawaniem – początkowo na frezerce 3-osiowej, a następnie 5-osiowej (frezowanie specjalne). Technologia obróbki 5-osiowej, w porównaniu do standardowego procesu, pozwala uzyskać najlepszy kształt ramienia koła („podwójnego t”), co ogranicza do minimum wagę oraz zwiększa sztywność i nośność. To samo dotyczy pierścienia aerodynamicznego: nadmiar materiału, który nie jest potrzebny, może zostać usunięty przez 5-osiową maszynę, aby uzyskać optymalną wagę.
- Połączenie tych technologii - wysokich właściwości mechanicznych i jednorodności materiału dzięki kuciu oraz optymalizacji geometrycznej dzięki frezowaniu - pozwala nam osiągnąć tę wyjątkową strukturę - podsumowuje Matteo Melara.
Profil tej obręczy różni się zatem od profilu standardowych obręczy, ponieważ musi wytrzymywać maksymalne obciążenia na wymagających torach wyścigowych, m.in. podczas pokonywania nierówności, zakrętów lub hamowania.
Po zakończeniu procesów mechanicznych nanoszona jest nowoczesna i lekka powłoka, aby nadać piękno spersonalizowanymi grafikami bez konieczności pójścia na kompromis pod względem wagi i trwałości. To bardzo konkretna i niewielka ilość farby – tylko 100 g na obręcz, co oznacza około 1/3 zwykłej ilości. Przezroczysta powłoka stanowiąca górną warstwę chroni obręcz np. przed proszkiem węglowym pochodzącym z hamulców i przed kamieniami odpryskującymi od asfaltu. Pomaga to również zachować wygląd i piękno obręczy pomimo niekorzystnych warunków pracy.
Fot. Ronal Group






Komentarze (0)